


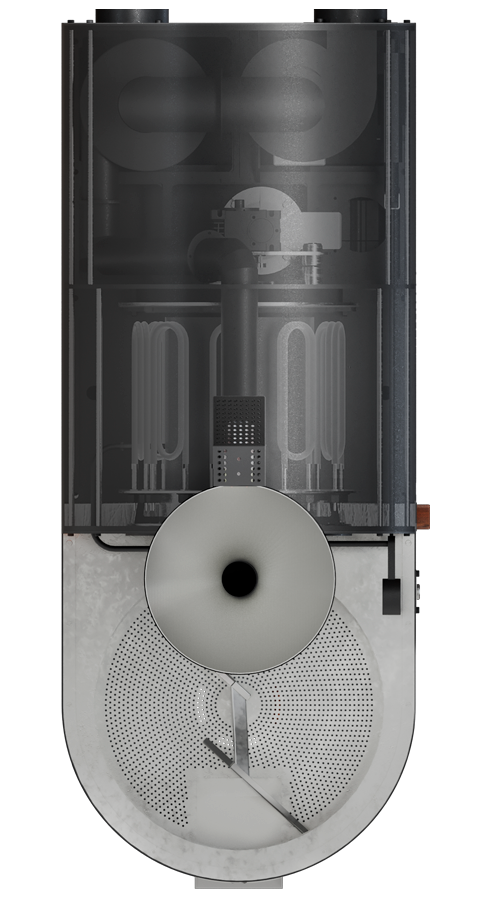
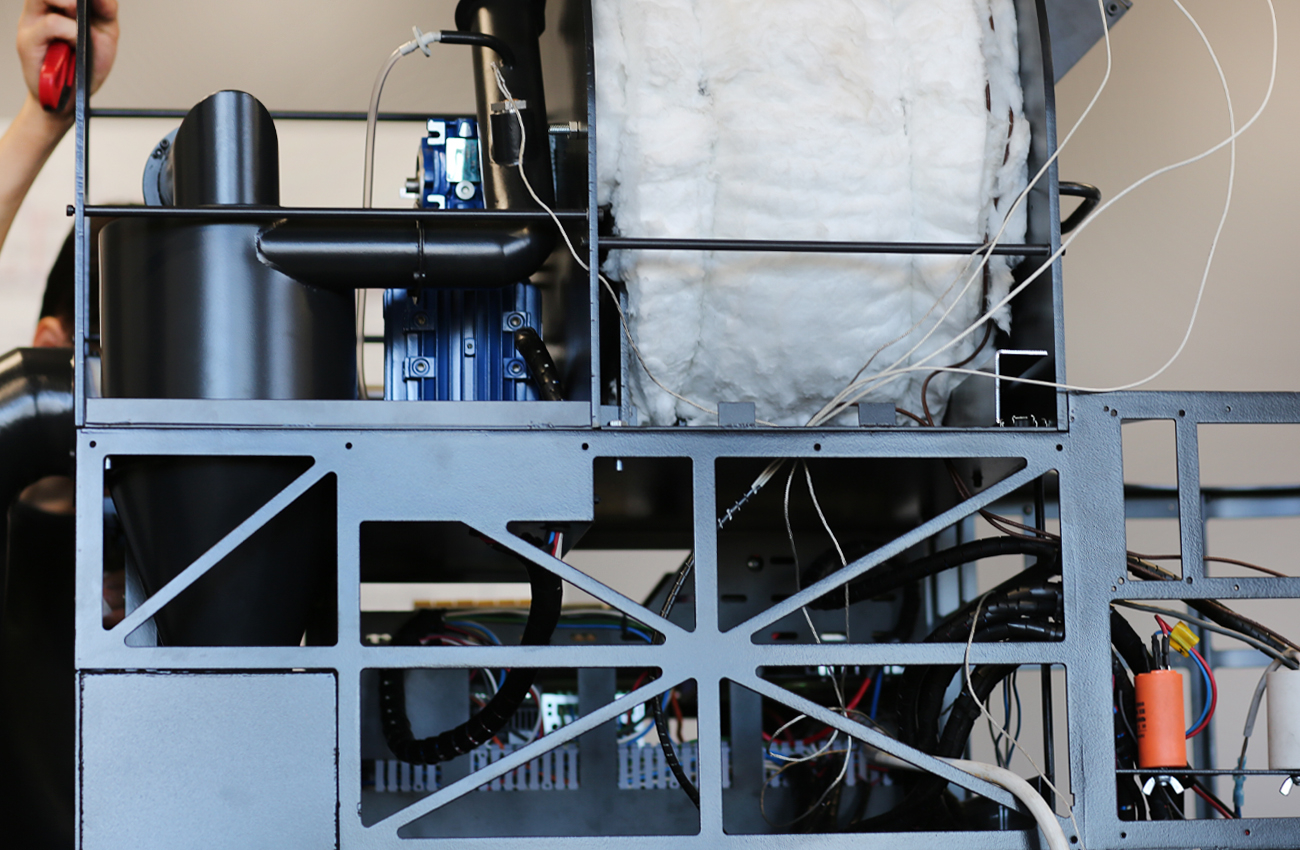
Сборка модели начинается с создания прочного и легкого каркаса. Чертежи модели R4.2 поступают на оборудование для лазерной резки различной толщины. Затем проводятся операции гибки и вальцовки отдельных деталей. После изготовления всех элементов команда Weroast приступает к сборке.
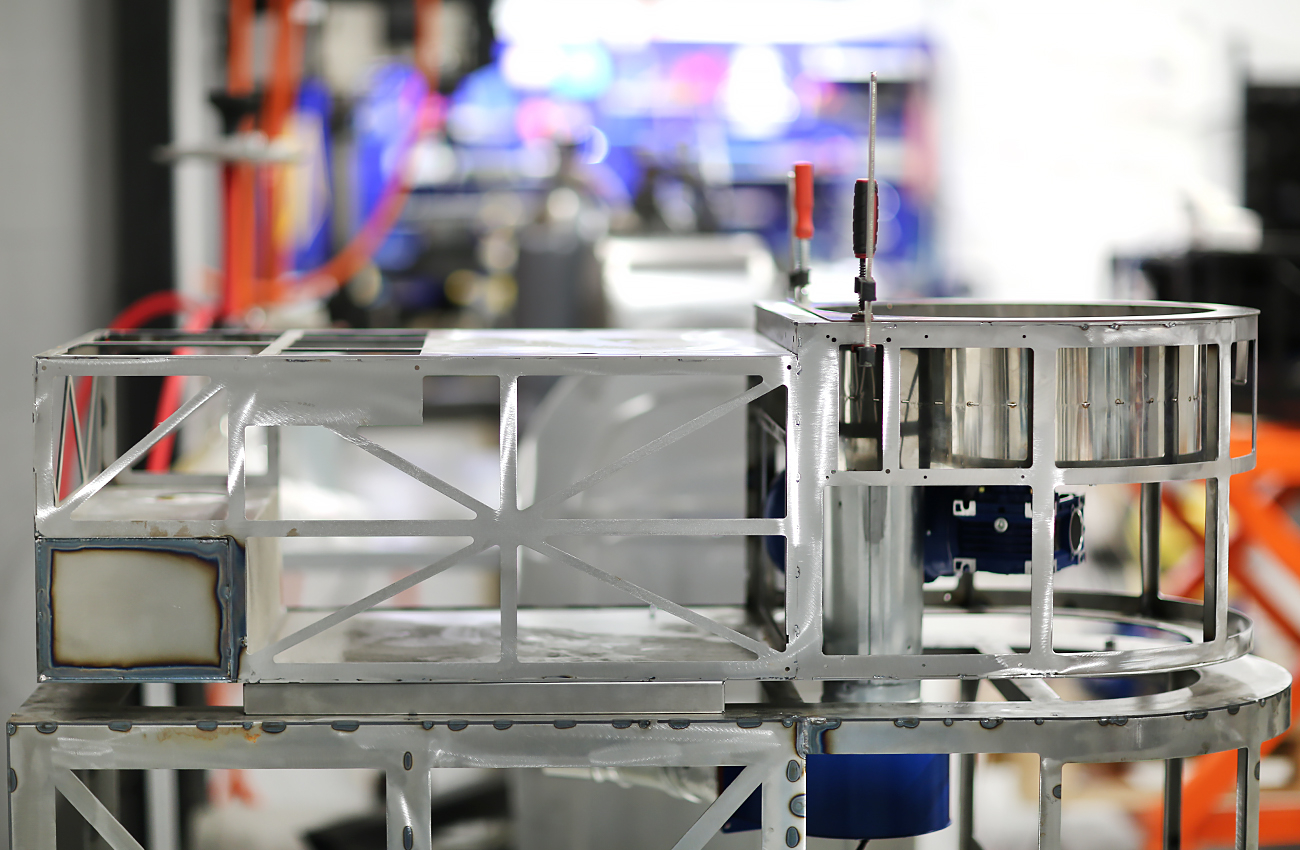




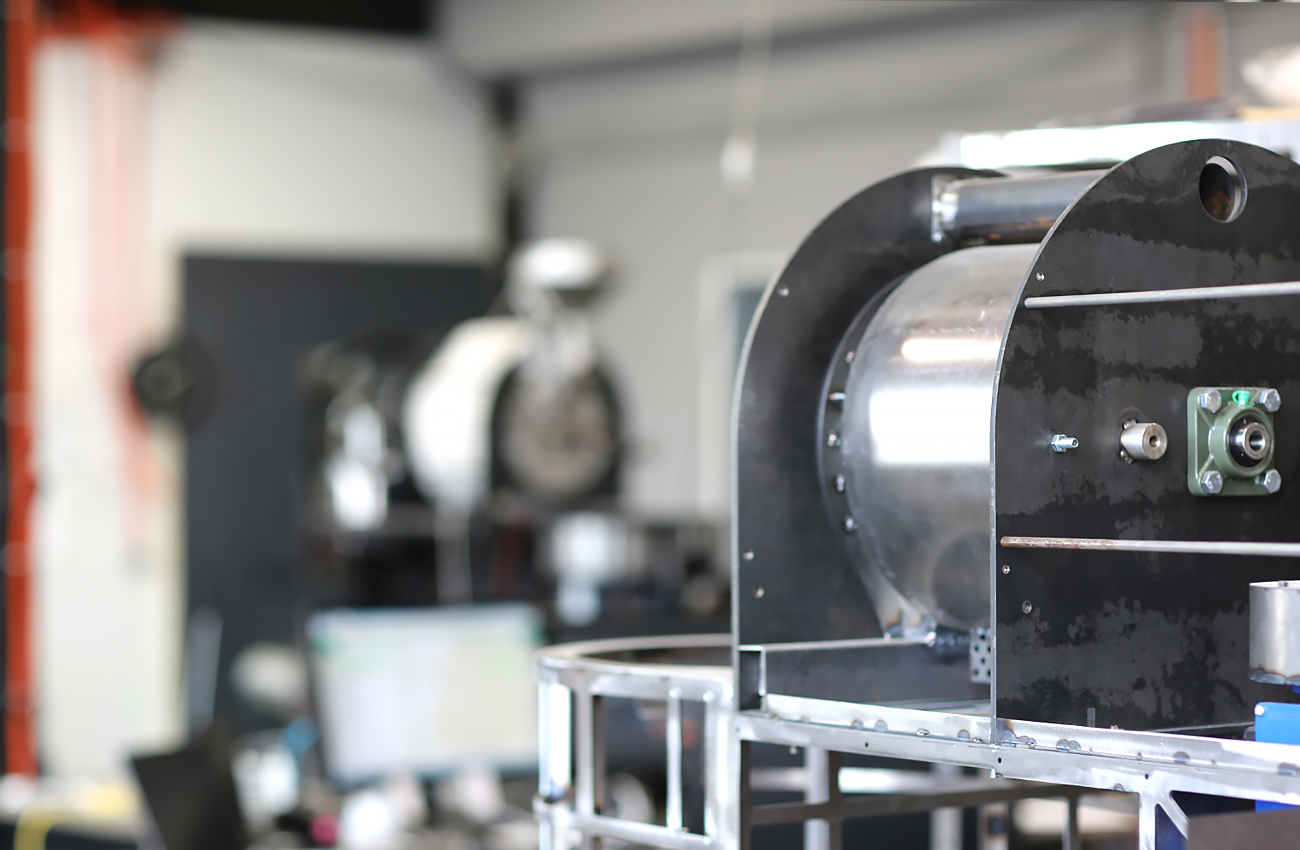
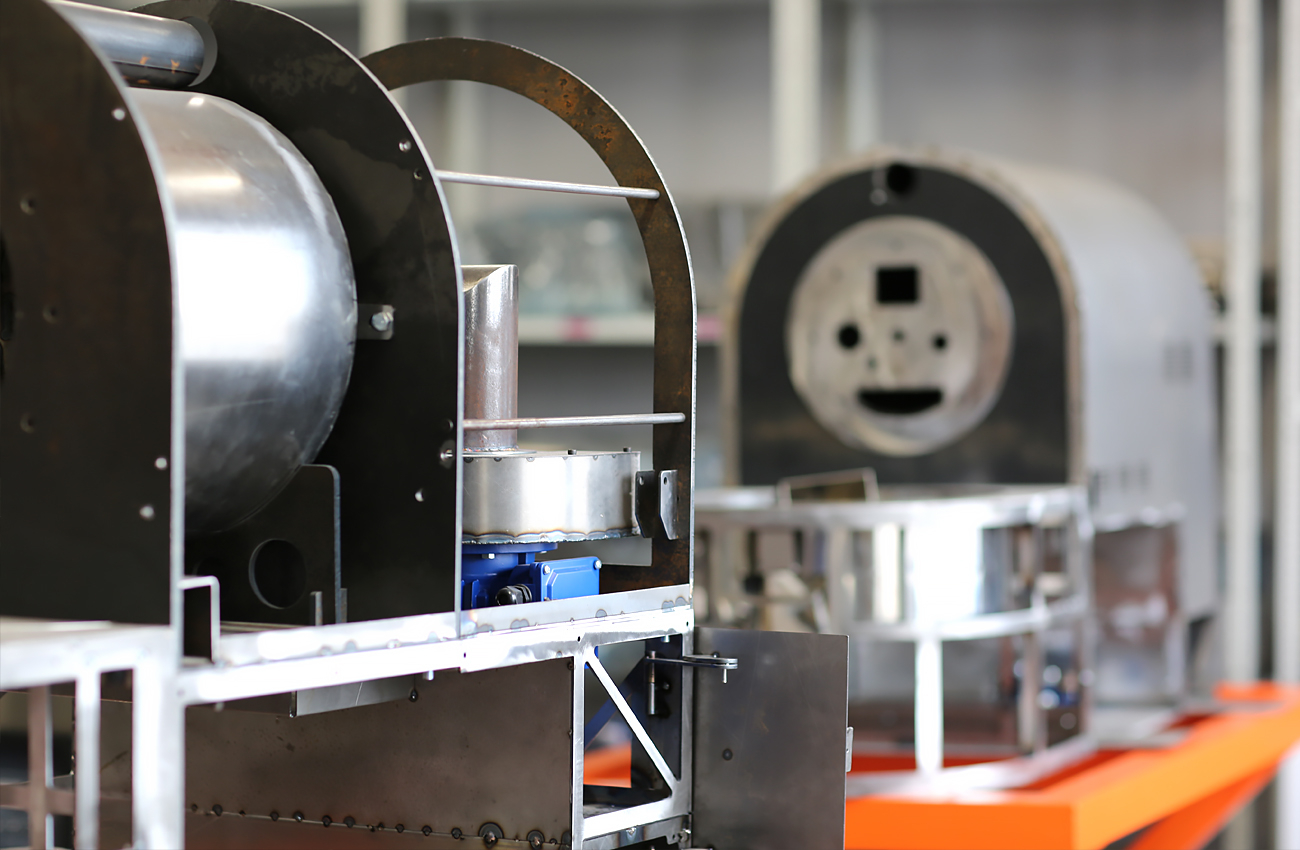
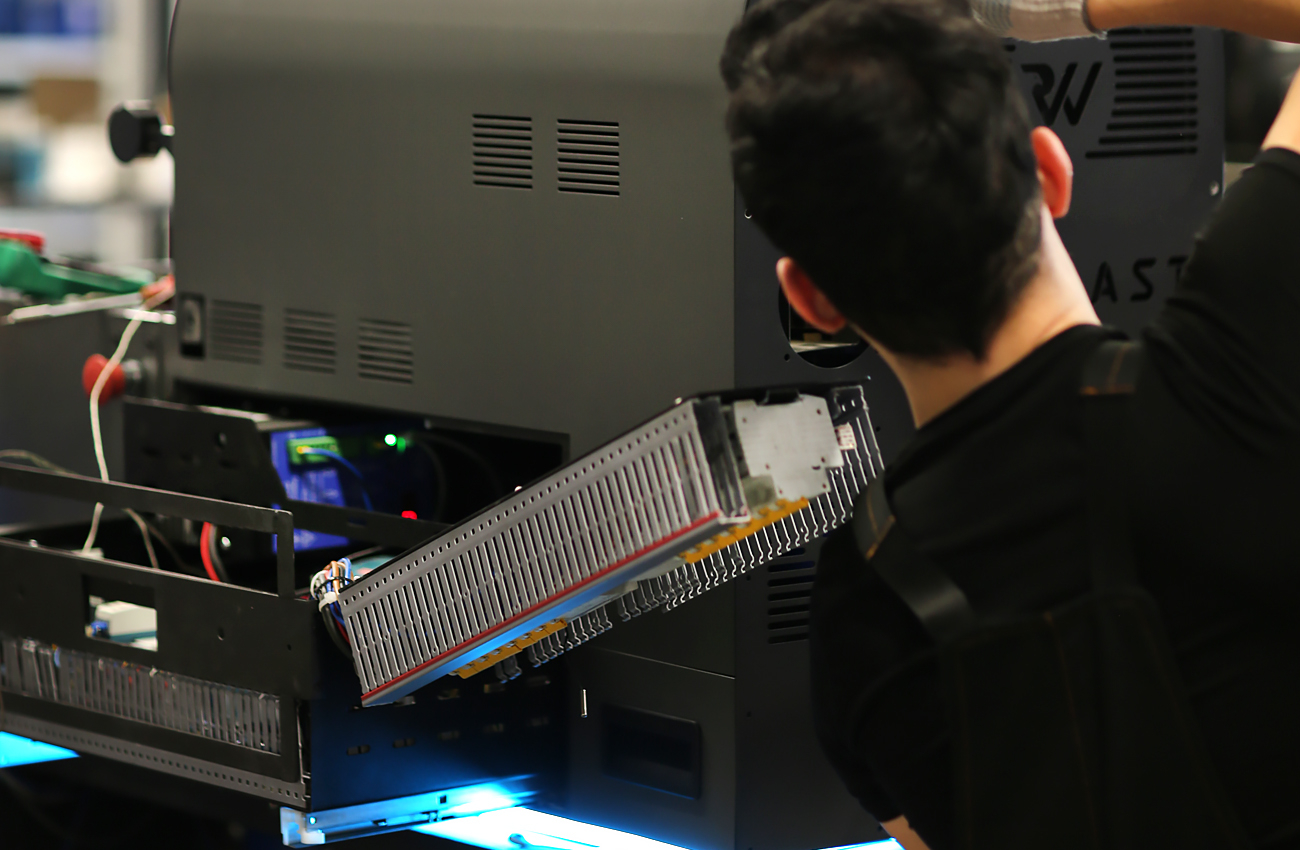
Затем создаются массивные металлические плиты из стали толщиной до 12 мм, необходимые для правильной и эффективной термодинамики ростера. А так же легкие элементы корпуса и фирменные элементы промышленного дизайна. Происходит финальная сборка всех узлов ростера, установка двигателей, датчиков и актуаторов. В конце этого этапа происходит установка модулей электроники.


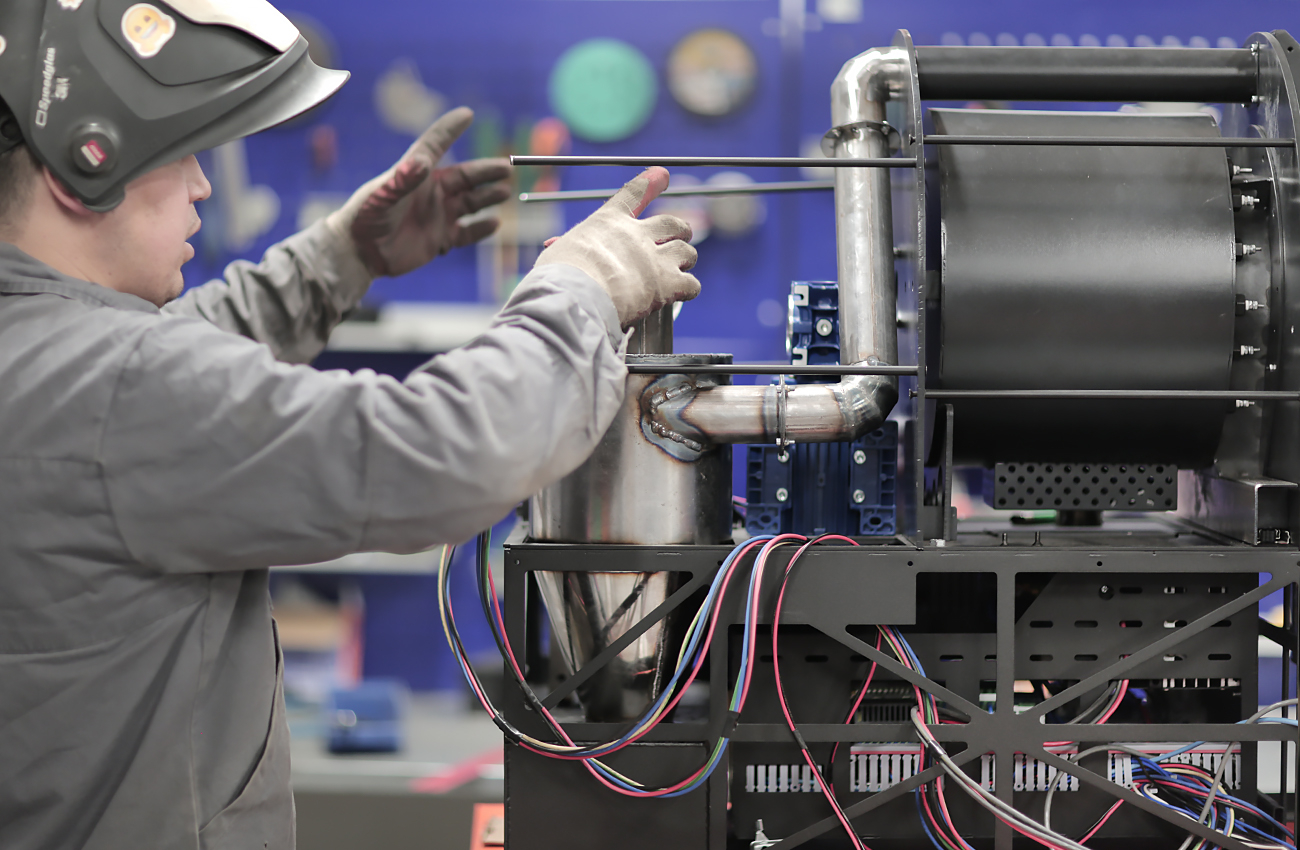

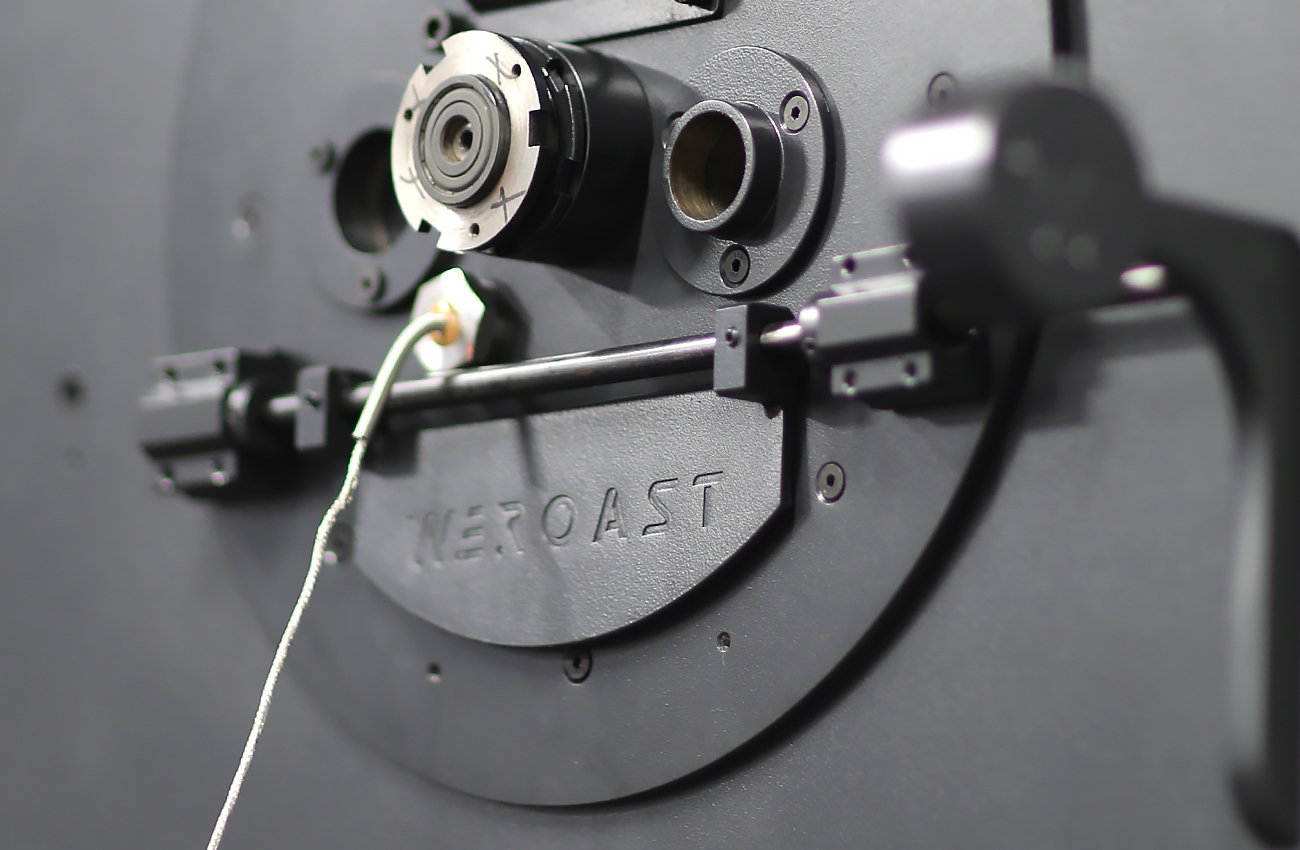
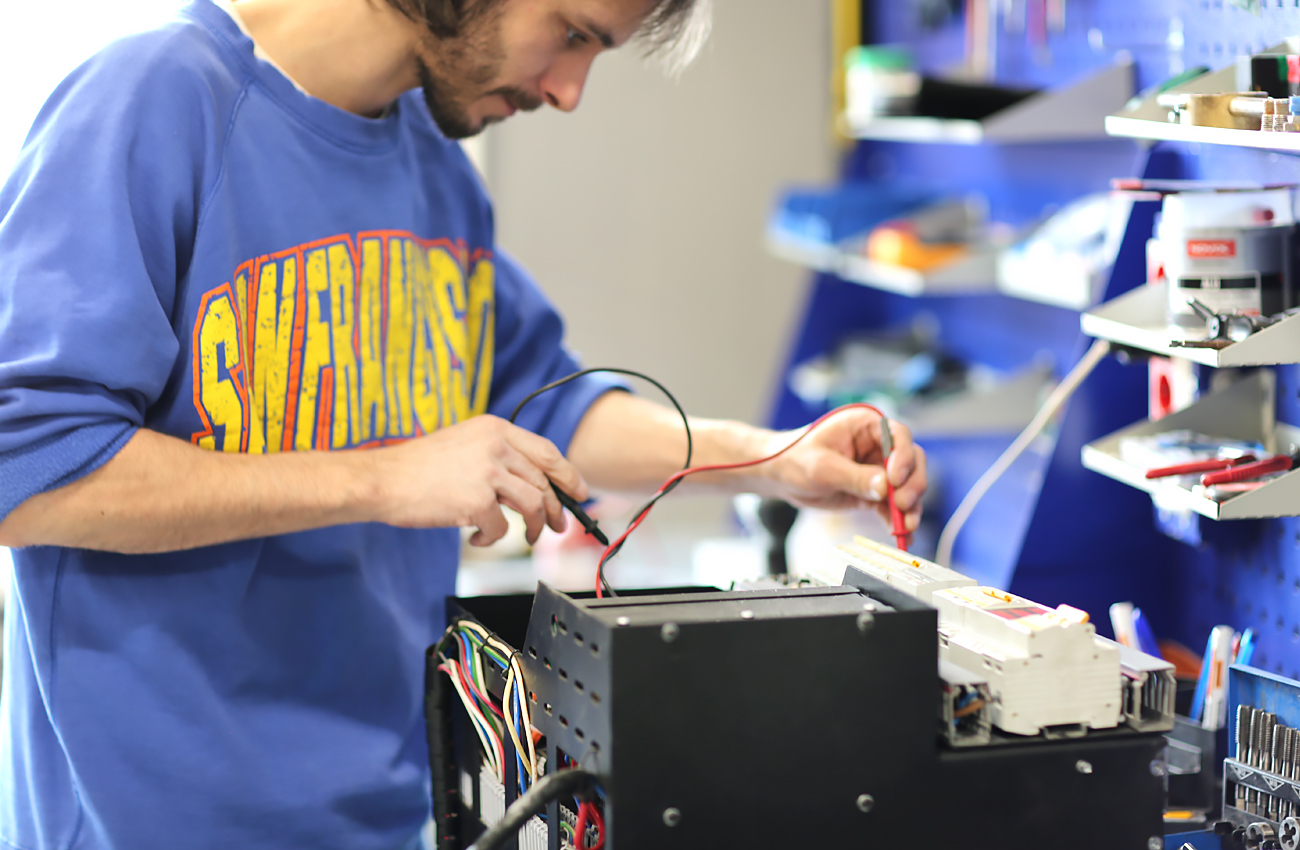


На следующем этапе устанавливается модуль с процессором и последняя версия фирменной прошивки Weroast. Происходит настройка и калибровка датчиков температуры, датчика давления Siemens, сенсора загрузки зерна и других систем. Затем устанавливаются элементы из термодерева.
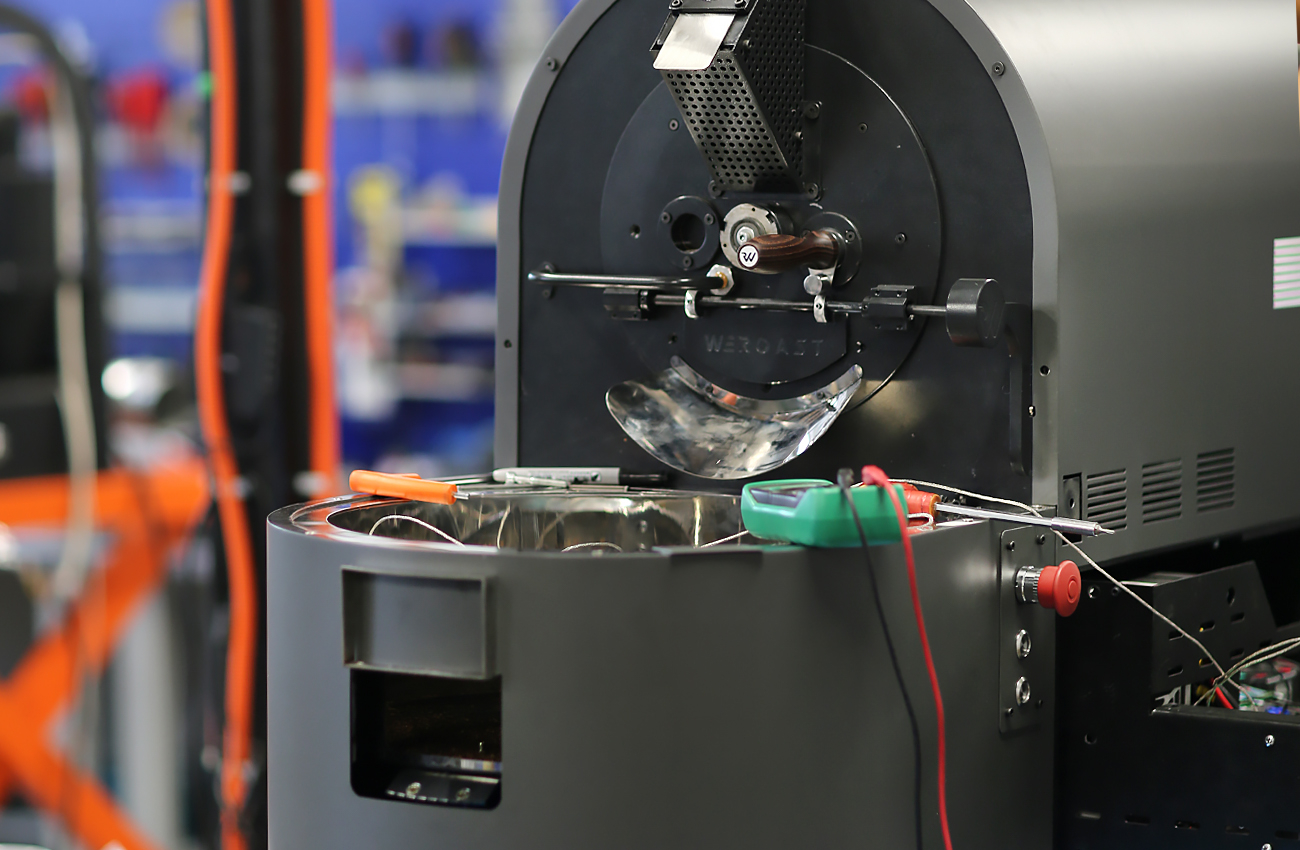

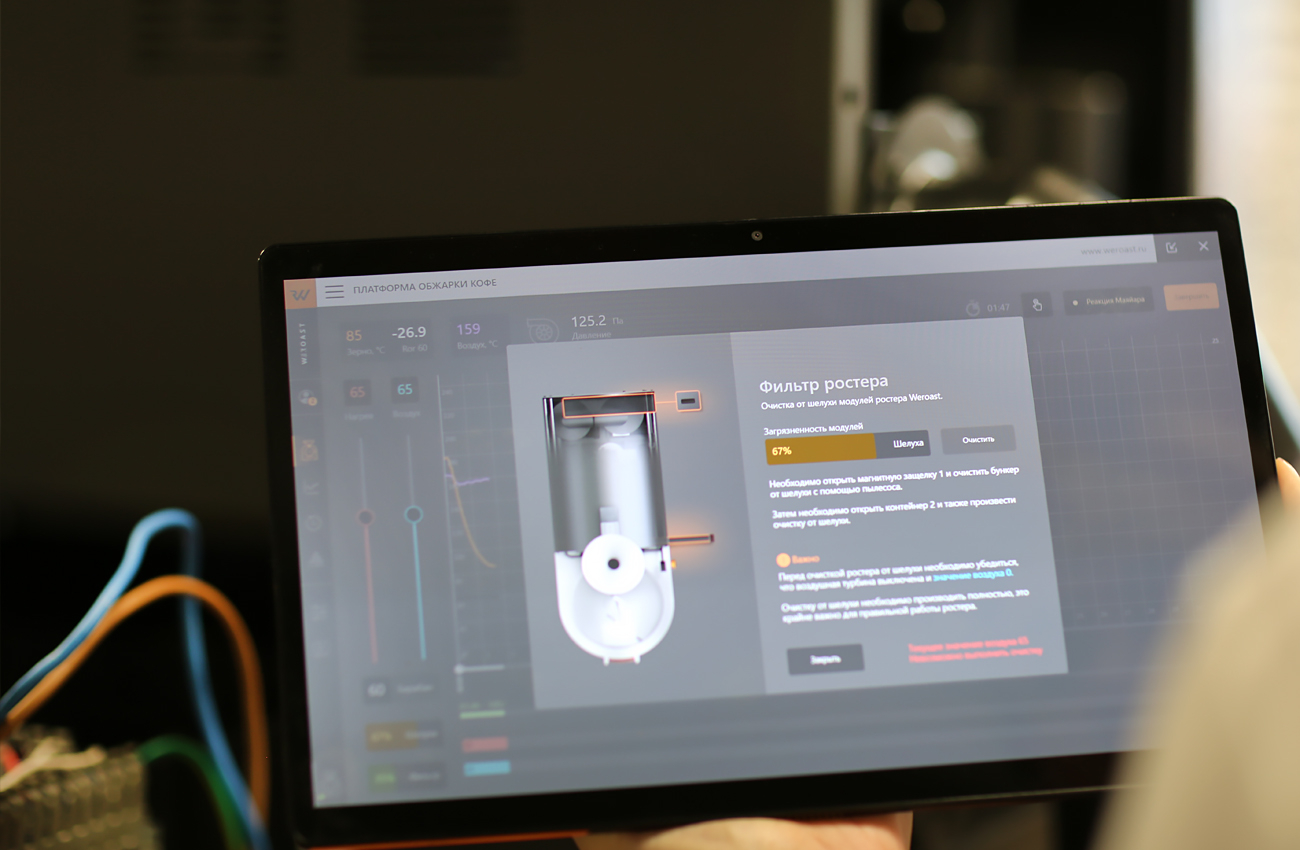





После сборки модель R4.2 проходит комплекс тестов и протоколов испытаний. В ходе тестовых обжарок проверяется работа ручных и автоматических режимов, работа ростера с Weroast Profiler и комплексная работа с цифровой платформой Weroast.
После удачного прохождения этапа на ростер устанавливается фирменный шильд с серийным номер формата 00000000-0000-R4.2, где первые 8 цифр выбирает клиент Weroast и ростер готовится к отгрузке в локацию.









